

无卤阻燃PC/ABS成品开裂什么原因?
发表时间:2024-11-223C电子外壳材料因为需要阻燃性、强韧平衡、能薄壁成型以及尺寸稳定性,所以无卤阻燃PC/ABS是优的选择。?
辣么多3C电子外壳材料都不约而同地选择它,why?
然而,无卤阻燃PC/ABS也不是的,用它做3C电子外壳产品,一个让人头疼的问题是塑料螺孔处容易出现开裂。
?比如这种
打入螺丝后,螺孔直接脆性断裂: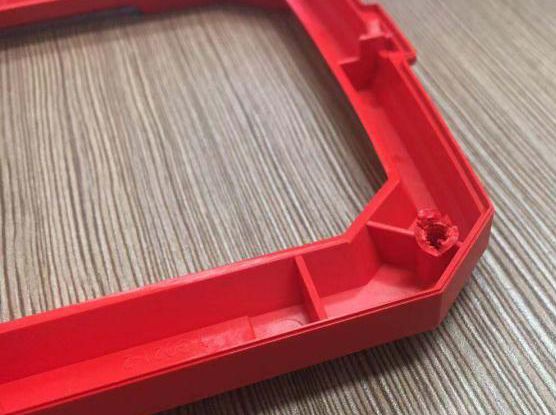
?或者这样的
注塑时还是好好的

在仓库放了一个月,就变成这样的了

螺丝孔开裂对制件的装配、制件安全性都带来了挑战,是个必须要解决的问题。
那么,为什么打螺丝孔会开裂呢?
又该如何解决呢?
总结起来,螺丝孔开裂大概有以下几个原因:
①材料配方设计缺陷,本身韧性不足
②熔接线强度低
③加工过程中材料降解
④防锈油等化学品影响
⑤金属-塑料收缩系数差异
⑥螺孔设计不合理
阻燃剂析出、材料韧性不足
先说材料本身的影响。
因为阻燃需要,无卤阻燃PC/ABS必须加入阻燃剂,而无卤阻燃剂常用的是多聚物小分子,比如有机磷阻燃剂(Mw为几十到几百)。这些小分子物质的加入,会使PC/ABS的韧性受到影响。
更为重要的是,这些阻燃剂中含有未充分聚合的单分子或小分子残余(如TPP),由于分子量小很容易从PC/ABS材料内部迁移析到材料表面,这样材料表面就形成一个个微型裂缝,从而引发开裂。
另外,无卤阻燃PC/ABS中,PC是一种缺口敏感的材料。当PC中有一个很小的裂纹而没有得到及时终止,就会扩展为大的开裂。
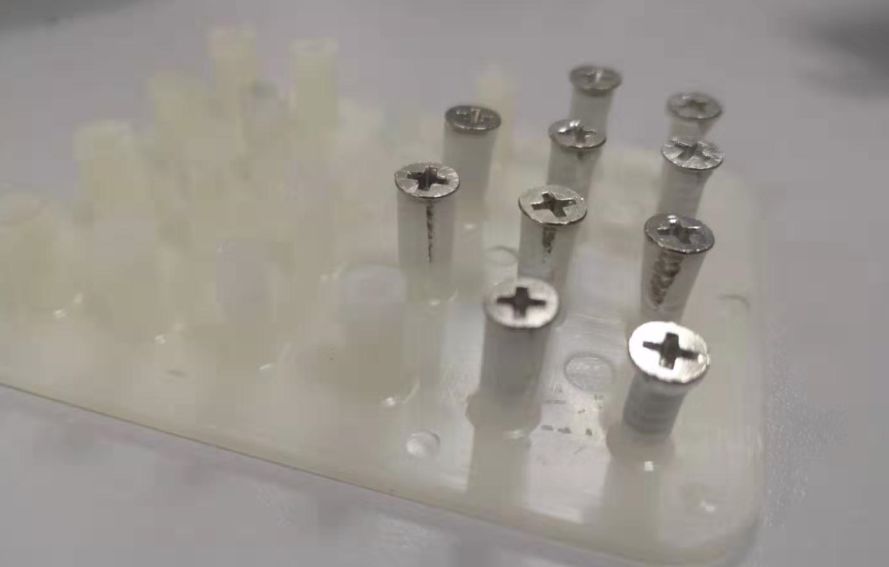
D公司无卤阻燃PC/ABS 打螺丝孔
在PC中加入ABS,可以明显减轻PC因为缺口敏感造成的开裂,这是因为ABS中的橡胶相丁二烯(B)分散在PC/SAN基体中,形成了“海-岛”结构,可以有效阻止裂纹的产生和发展。

橡胶增韧机理示意图
都是加了ABS,那为什么不同改性厂家做出来的无卤阻燃PC/ABS的韧性还是有差异呢?
这是因为材料韧性表现还与所选择ABS的橡胶粒径、含量和分散相态等因素相关,一般来说,所选ABS粒径越小、橡胶含量越高、橡胶分散越均匀,那么螺丝孔强度就越高。
相态均匀 相态不均匀

(黑色颗粒为橡胶相)

无卤阻燃PC/ABS AN9000打螺丝孔
熔接线强度低、注塑困气
螺孔处的熔接线强度低也是一个重要原因。注塑螺孔的时候会出现两股料流汇合,产生熔接线。如果在汇合处料流结合力弱、边缘位置出现缺口、橡胶翻转、橡胶分布不均等情况,就会使相关区域强度降低,增加开裂风险。
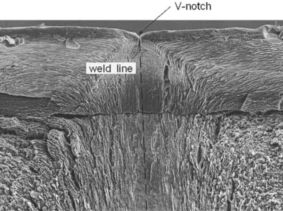
熔接线成型图
另外,有些工厂注塑时将螺母提前放置在模腔内,然后注塑塑料熔体。由于螺母边缘一般都是锯齿状,在注塑的时候可能产生气体留在锯齿中,导致塑料与螺母结合不密实的情况,也就是常说的“困气”。这个缺陷可能导致裂纹的产生及生长,这就需要在模具中加强排气设计。

螺母边缘设计成锯齿状以提高结合力
材料降解
无卤阻燃PC/ABS材料中的PC在热、氧、剪切,特别是水、碱性基团的刺激下,容易发生断链反应,而且ABS在高温条件下也容易发生降解,从而使PC/ABS受“内伤”,制件性能如抗冲击性能、耐热性能等将会下降。

PC降解
而预先放置螺母的注塑方式,需要更长的注塑周期,材料在料筒中停留的时间可达3分钟以上,这也加大了材料降解的风险。
评估材料热稳定性和是否降解的一个简单方式是,将材料在一定温度下于注塑机中停留一段时间后对空注射,看发烟情况。发烟越多说明降解越严重。
260℃,停留5分钟后对空注射:
C公司无卤阻燃PC/ABS 浓烟滚滚
 AN9000 略有轻烟
AN9000 略有轻烟
防锈油、螺纹紧固剂等化学品影响
为了防止铁的螺丝生锈,螺丝厂家会在螺丝表面覆上防锈油。防锈油一般含有汽油、煤油以及脂肪酸、碱土金属盐等酸碱性物质。
为了让螺柱和螺丝结合更紧固,有些制造厂会在螺柱螺母结合处滴入螺纹紧固剂,它含有丙烯酸酯、马来酸、乙酰肼等物质。
而上面这些化学物质可能会造成无卤阻燃PC/ABS的腐蚀和开裂。
我们将PC/ABS样条涂覆螺纹紧固剂前后的表面放大后观察发现,涂覆后造成了严重的表面腐蚀,样条表面出现大量裂纹,这些裂纹随着时间会不断增长,导致终开裂。
(涂覆前) (涂覆后)


涂覆螺纹紧固剂前后样条表面放大图
金属-塑料收缩系数差异
塑料和金属因为热膨胀系数不同,在热胀冷缩时由于收缩量不同导致的应力开裂也是螺丝孔开裂的一个原因。
铁的线膨胀系数为11×10-6/℃,无卤阻燃PC/ABS 的线膨胀系数为
75×10-6/℃,后者是前者的7倍以上。
当自攻螺丝进入螺丝孔时,一般会处于过盈状态,也就是说塑料螺孔处于膨胀状态。当温度变冷时,金属螺丝收缩量较小,而塑料螺孔收缩量较大,螺孔就可能会因为收缩应力引发开裂。这也是冬天的时候更容易发生螺丝孔开裂的原因。
螺丝孔设计不合理
螺丝孔设计不合理主要体现在导孔设计、螺孔深度、螺孔内径与螺丝过盈、螺孔厚度等方面。
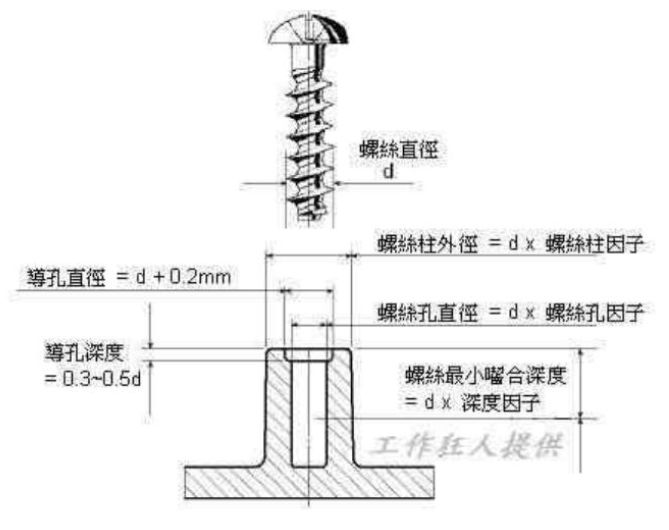
我们旋入螺丝时,经常有螺丝斜着进入的情况,就容易造成螺孔破裂。为防止螺丝导入时方向偏差而导致开裂,必须设计导孔以导正螺丝锁入。
另外,自攻螺丝进入时,会切削出来塑料碎屑,这些碎屑挤压可能导致螺丝孔爆裂,所以螺孔长度必须比螺丝长度长,以容纳被自攻螺丝切削出来的塑胶屑。
而且,为了防止背面出现缩印,在设计时一般会将螺丝柱厚度设计的比较薄,这也是螺丝柱容易开裂的原因之一。
分析了螺丝孔断裂的各种原因,那么应该如何避免这种状况呢?
01
合理选材
选择韧性可靠,特别是针对螺丝孔强度问题进行配方设计的无卤阻燃PC/ABS。比如无卤阻燃PC/ABS AN9000,它针对螺丝孔开裂进行了特殊的配方设计,在PC选择、阻燃剂选择、橡胶相态及分布、热稳定性等方面进行加强设计,保证更高的产品良率。
02
防止降解
合理设计工艺流程,减少材料在螺杆中停留时间,禁止使用对无卤阻燃PC/ABS造成腐蚀的防锈油、螺纹紧固剂等化学试剂,以防止材料降解。
03
改进结构设计
螺柱厚度适当加厚、螺柱内径适当加宽,防止打螺丝时出现过盈,提高螺孔深度等。
我们看到,合理选材,在防止螺丝孔开裂中非常重要。
东莞市胜浩塑胶原料有限公司
2024.11.22


